






















Opis
Prezentacja – Film
Welder Fantasy JET TIG II AC/DC 200-S SPOT/COLD WELDING IGBT +uchwyt parker
Najnowocześniejsze urządzenie TIG na polskim rynku! Dotychczas niedostępne funkcje, są teraz na wyciągnięcie ręki!

Technologia IGBT – ang. Insulated Gate Bipolar Transistor – to nowoczesna technologia oparta na tranzystorach bipolarnych z izolowaną bramką. Łączy w sobie łatwość sterowania tranzystorów polowych z wysokim napięciem przebicia i szybkością przełączania tranzystorów bipolarnych. Zastosowanie technologii IGBT ma wpływ na znaczne wydłużenie niezawodnej pracy urządzeń spawalniczych.

Wysoka sprawność urządzenia 60%.
Urządzenie najwyższej klasy wyznacza nowe standardy wśród maszyn spawalniczych AC/DC, a przyjazny panel sterowania zapewnia dobór wszystkich niezbędnych parametrów pracy. W skład standardowego wyposażenia wchodzi uchwyt spawalniczy PARKER SUREGRIP SGT26 FLEX TIG SRT 26-4m – z regulacją natężenia prądu spawania.
Przemysłowe urządzenia Welder Fantasy JET TIG II AC/DC 200 SPOT IGBT to mikroprocesorowe źródła spawalnicze oparte na technologii IGBT, przystosowane do spawania stali węglowych, nierdzewnych, kwasoodpornych, miedzi, mosiądzu, magnezu, tytanu oraz wszystkich stopów aluminium.
CECHY URZĄDZENIA:
* kompaktowa budowa,
* tranzystory IGBT,
* sprawność 60%,
* łatwy w obsłudze panel sterowania,
* wyświetlacz LCD parametrów spawania,
* wyświetlacz LCD indywidualnego programu,
* funkcja SPOT, TAC, zaokrąglanie elektrody,
* możliwość zapisania pełnych 60 programów użytkownika,
* bardzo szeroki wybór funkcji spawania.
Urządzenie umożliwia spawanie metodami:
 TIG DC lift-arc – W metodzie TIG (ang.: Tungsten Inert Gas) łuk elektryczny zajarza się w osłonie gazu obojętnego (argonu), między spawanym elementem a nietopliwą elektrodą, wykonaną z czystego wolframu lub wolframu z dodatkami. W trybie TIG lift-arc zajarzenie łuku następuje w chwili zetknięcia elektrody ze spawanym elementem. W trybie TIG DC prąd jest stały.
TIG DC lift-arc – W metodzie TIG (ang.: Tungsten Inert Gas) łuk elektryczny zajarza się w osłonie gazu obojętnego (argonu), między spawanym elementem a nietopliwą elektrodą, wykonaną z czystego wolframu lub wolframu z dodatkami. W trybie TIG lift-arc zajarzenie łuku następuje w chwili zetknięcia elektrody ze spawanym elementem. W trybie TIG DC prąd jest stały.
 TIG DC HF – W celu zupełnego wyeliminowania możliwości zanieczyszczenia spoiny wolframem, zaleca się, by elektroda nie dotykała spawanego elementu; w tym właśnie celu używa się bezstykowego zajarzania łuku przy wykorzystaniu wyładowań o wysokich częstotliwościach generowanych przez wbudowany w urządzenie jonizator.
TIG DC HF – W celu zupełnego wyeliminowania możliwości zanieczyszczenia spoiny wolframem, zaleca się, by elektroda nie dotykała spawanego elementu; w tym właśnie celu używa się bezstykowego zajarzania łuku przy wykorzystaniu wyładowań o wysokich częstotliwościach generowanych przez wbudowany w urządzenie jonizator.
 TIG DC PULS lift-arc – zajarzenie łuku następuje poprzez kontakt elektrody ze spawanym materiałem, funkcja puls pozwala na spawanie cienkich elementów poprzez okresowe zmiany natężenia prądu.
TIG DC PULS lift-arc – zajarzenie łuku następuje poprzez kontakt elektrody ze spawanym materiałem, funkcja puls pozwala na spawanie cienkich elementów poprzez okresowe zmiany natężenia prądu.
 TIG DC PULS HF – zajarzenie bezstykowe HF za pomocą jonizatora w trybie TIG DC PULS
TIG DC PULS HF – zajarzenie bezstykowe HF za pomocą jonizatora w trybie TIG DC PULS
 TIG AC lift-arc – funkcja pozwalająca na spawanie aluminium poprzez zastosowanie prądu przemiennego, który pełni przy spawaniu aluminium funkcję czyszczenia katodowego. Dzięki możliwości ustawienia parametru AC BALANCE, czyli balansu prądu przemiennego, jest możliwa regulacja stosunku czasu trwania jego faz względem siebie.
TIG AC lift-arc – funkcja pozwalająca na spawanie aluminium poprzez zastosowanie prądu przemiennego, który pełni przy spawaniu aluminium funkcję czyszczenia katodowego. Dzięki możliwości ustawienia parametru AC BALANCE, czyli balansu prądu przemiennego, jest możliwa regulacja stosunku czasu trwania jego faz względem siebie.
 TIG AC HF – analogiczna funkcja umożliwiająca spawanie aluminium prądem przemiennym, zajarzenie następuje bezstykowo poprzez prąd o wysokiej częstotliwości generowany przez jonizator
TIG AC HF – analogiczna funkcja umożliwiająca spawanie aluminium prądem przemiennym, zajarzenie następuje bezstykowo poprzez prąd o wysokiej częstotliwości generowany przez jonizator
 TIG AC PULS lift-arc – spawanie w tym trybie to połączenie zastosowania prądu przemiennego z pulsem, które umożliwia spawanie bardzo cienkich elementów z aluminium. Zajarzenie łuku następuje poprzez kontakt elektrody z materiałem spawanym.
TIG AC PULS lift-arc – spawanie w tym trybie to połączenie zastosowania prądu przemiennego z pulsem, które umożliwia spawanie bardzo cienkich elementów z aluminium. Zajarzenie łuku następuje poprzez kontakt elektrody z materiałem spawanym.
 TIG AC PULS HF – funkcja umożliwiająca spawanie wykonanych z aluminium elementów o małej grubości. Zajarzenie bezstykowe dzięki zastosowaniu jonizatora.
TIG AC PULS HF – funkcja umożliwiająca spawanie wykonanych z aluminium elementów o małej grubości. Zajarzenie bezstykowe dzięki zastosowaniu jonizatora.
 TIG AC + DC – funkcja ADVANCED AC umożliwia spawanie prądem mieszanym AC DC-. W pojedynczym cyklu dochodzi do przejścia między prądem przemiennym AC, a prądem stałym z biegunowością ujemną DC(-). Cykl ten powtarza się przez cały proces spawania. Spawanie prądem mieszanym, jest szczególnie przydatne podczas łączenia elementów o różnej grubości. Zmniejsza się również, emisja hałasu w porównaniu do spawania prądem przemiennym AC.
TIG AC + DC – funkcja ADVANCED AC umożliwia spawanie prądem mieszanym AC DC-. W pojedynczym cyklu dochodzi do przejścia między prądem przemiennym AC, a prądem stałym z biegunowością ujemną DC(-). Cykl ten powtarza się przez cały proces spawania. Spawanie prądem mieszanym, jest szczególnie przydatne podczas łączenia elementów o różnej grubości. Zmniejsza się również, emisja hałasu w porównaniu do spawania prądem przemiennym AC.

TIG COLD WELDING (STITCH)– funkcja powoduje generowanie wyładowań łuku spawalniczego o dużej mocy w bardzo krótkim czasie (nawet do 0,001s). Umożliwia to łączenie spawanych elementów bez dodatku spoiwa w tym również materiałów różnoimiennych. Przytrzymując przycisk na uchwycie spawalniczym można prowadzić ciągłe spawanie serią zgrzewów. Użytkownik ma do dyspozycji możliwość ustawienia czasu trwania spawu oraz natężenia prądu. Funkcja COLD WELDING przydatna jest szczególnie podczas łączenia elementów o grubości poniżej 1mm, napawania krawędzi oraz wszędzie tam gdzie istotne jest jak najmniejsze nagrzanie spawanych elementów.

TIG SPOT – spawanie TIG SPOT stosuje się do zakładkowego łączenia (sczepiania) cienkich blach (do 1,5 mm, przy nawierceniu do 5mm – złącze otworowo-punktowe) ze stali, stali stopowych, a także do łączenia blach przed spawaniem doczołowym. Metoda polega na wprowadzeniu krótkiego impulsu cieplnego (0,1-4 s), podczas którego powierzchnia blachy, na którą oddziałuje łuk elektryczny zostaje nadtopiona i przyspawana do blachy znajdującej się bezpośrednio pod nią.
 MMA DC+ – W metodzie MMA wykorzystywana jest elektroda otulona, składająca się z metalowego rdzenia pokrytego otuliną. Pomiędzy końcem elektrody, a spawanym materiałem wytwarzany jest łuk elektryczny. Zajarzenie łuku powstaje przez dotknięcie końcem elektrody do materiału spawanego. MMA DC+ oznacza spawanie z dodatnią biegunowością – więcej ciepła wydziela się w materiale, a mniej w elektrodzie.
MMA DC+ – W metodzie MMA wykorzystywana jest elektroda otulona, składająca się z metalowego rdzenia pokrytego otuliną. Pomiędzy końcem elektrody, a spawanym materiałem wytwarzany jest łuk elektryczny. Zajarzenie łuku powstaje przez dotknięcie końcem elektrody do materiału spawanego. MMA DC+ oznacza spawanie z dodatnią biegunowością – więcej ciepła wydziela się w materiale, a mniej w elektrodzie.
 MMA DC- – różnica między MMA DC+ polega na tym, że biegunowość w trybie MMA DC – jest ujemna, a więc rozkład ciepła jest odwrotny – więcej ciepła wydziela się na elektrodzie, a mniej w spawanym materiale.
MMA DC- – różnica między MMA DC+ polega na tym, że biegunowość w trybie MMA DC – jest ujemna, a więc rozkład ciepła jest odwrotny – więcej ciepła wydziela się na elektrodzie, a mniej w spawanym materiale.
 MMA VRD DC+ – dostępna w trybie MMA DC+ funkcja VRD ( Voltage Reduction Device – moduł redukujący napięcie spoczynkowe (biegu jałowego) obwodu wtórnego urządzenia. Zwiększa bezpieczeństwo i ogranicza ryzyko porażenia prądem. Funkcja wyłącza i włącza zasilanie spawania, gdy w trakcie spawania zmierzony zostanie opór między końcówkami elektroda – element spawany.
MMA VRD DC+ – dostępna w trybie MMA DC+ funkcja VRD ( Voltage Reduction Device – moduł redukujący napięcie spoczynkowe (biegu jałowego) obwodu wtórnego urządzenia. Zwiększa bezpieczeństwo i ogranicza ryzyko porażenia prądem. Funkcja wyłącza i włącza zasilanie spawania, gdy w trakcie spawania zmierzony zostanie opór między końcówkami elektroda – element spawany.
 MMA VRD DC- – dostępna w trybie MMA DC- funkcja VRD ( Voltage Reduction Device) działa w analogiczny sposób do MMA VRD DC+, różnica polega na ujemnej biegunowości.
MMA VRD DC- – dostępna w trybie MMA DC- funkcja VRD ( Voltage Reduction Device) działa w analogiczny sposób do MMA VRD DC+, różnica polega na ujemnej biegunowości.
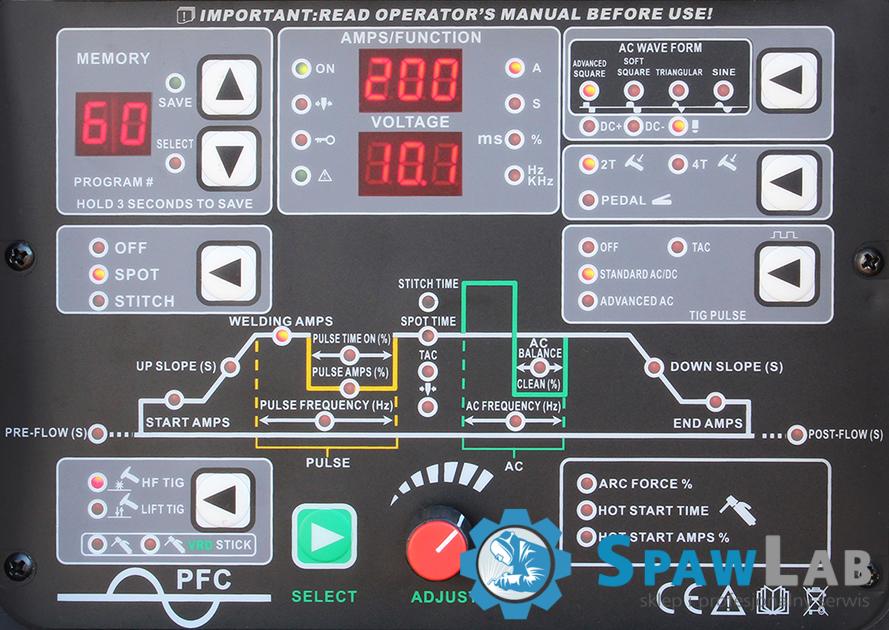
FUNKCJE PANELU:
– Możliwość skorzystania z zaprogramowanych przez użytkownika ustawień fabrycznych do spawania aluminium i stali (60 kanałów pamięci)
– Możliwość wyboru kształtu fali:
 ADVANCED SQUARE – prostokątny kształt fali prądu przemiennego pozwala na spawanie aluminium z dodatkiem magnezu
ADVANCED SQUARE – prostokątny kształt fali prądu przemiennego pozwala na spawanie aluminium z dodatkiem magnezu
 SOFT SQUARE – trapezowy kształt fali prądu przemiennego jest stosowany do spawania aluminium z dodatkiem krzemu
SOFT SQUARE – trapezowy kształt fali prądu przemiennego jest stosowany do spawania aluminium z dodatkiem krzemu
 TRIANGULAR – ustawienie trójkątnego kształtu fali prądu jest optymalne do spawania cieńkich elementów, w tym do anodyzowanego aluminium
TRIANGULAR – ustawienie trójkątnego kształtu fali prądu jest optymalne do spawania cieńkich elementów, w tym do anodyzowanego aluminium
 SINE – sinusoidalny przebieg fali jest polecany do spawania czystego aluminium 99,999%
SINE – sinusoidalny przebieg fali jest polecany do spawania czystego aluminium 99,999%
– AC/DC EASY SETUP – możliwość skorzystania z zaprogramowanych ustawień fabrycznych.
– NORMAL SETUP – parametry spawania nastawiane wg indywidualnych potrzeb.
– SPOT – spawanie TIG SPOT stosuje się do zakładkowego łączenia (sczepiania) cienkich blach (do 1,5 mm, przy nawierceniu do 5mm – złącze otworowo-punktowe) ze stali, stali stopowych, a także do łączenia blach przed spawaniem doczołowym. Metoda polega na wprowadzeniu krótkiego impulsu cieplnego (0,1-4 s), podczas którego powierzchnia blachy, na którą oddziałuje łuk elektryczny zostaje nadtopiona i przyspawana do blachy znajdującej się bezpośrednio pod nią.
– PULS TAC – umożliwia wydajny sposób łączenia cienkich blach, z zachowaniem małej ilości wprowadzonego ciepła, co w znacznym stopniu zmniejsza odkształcenia materiału. Duża częstotliwość prądu pulsującego umożliwia bardzo szybkie utworzenie jeziorka, co powoduje natychmiastowe utworzenie spoiny, sczepu. W tym trybie, możliwe jest wstępne połączenie spawanych elementów serią krótkich spawów, umożliwiając tym samym wstępne ułożenie spawanych elementów względem siebie.
– ZAOKRĄGLANIE ELEKTRODY – pozwala na krótkotrwałe zajarzenie łuku, w celu nadtopienia końcówki zaostrzonej elektrody i uformowania zaokrąglenia na jej szczycie. Zaokrąglona końcówka elektrody zapobiega błądzeniu łuku spawalniczego, które może być powodowane przez nieodpowiednie przygotowanie elektrody nietopliwej. Dodatkową zaletą stosowania zaokrąglania elektrody jest większa głębokość wtopienia.
– HOT START – funkcja zwiększająca prąd przy zajarzeniu łuku spawalniczego, ułatwiająca rozpoczęcie spawania.
– ARC FORCE – regulacja prądu zwarcia – sprawia, że skracaniu długości łuku towarzyszy wzrost prądu spawania, co stabilizuje łuk niezależnie od wahań długości.
– HF – urządzenie wyposażone jest w jonizator, który pozwala na bezstykowe zajrzenie łuku spawalniczego.
– PRE i POST GAS – wypływ gazu przed i po spawaniu.
– UP i DOWN SLOPE – narastanie i opadanie prądu spawania.
– PULSE – tryb spawania prądem pulsującym.
– VRD – Voltage Reduction Device – redukuje napięcie biegu jałowego obwodu wtórnego urządzenia. Zwiększa bezpieczeństwo i ogranicza ryzyko porażenia prądem.
– PFC – Power Factor Correction – zwiększanie współczynnika mocy do wartości możliwie bliskiej 100% w celu zmniejszenia strat mocy w liniach przesyłowych.
– 2-TAKT i 4-TAKT,
– zajarzenie bezstykowe HF i przez potarcie LIFT,
– możliwość podłączenia zdalnego sterowania – pedał sterujący, uchwyt z potencjometrem,
– dwufunkcyjne pokrętło ADJUST (regulacja zgrubna i dokładna),
– i inne, opisane w instrukcji obsługi.
DANE TECHNICZNE:
| Napięcie zasilania | 1~230V 50 Hz |
| Pobór mocy TIG/MMA | 6 kVA |
| Zabezpieczenie zwłoczne min. | 20A TYP C |
| Klasa izolacji | F |
| Stopień ochrony obudowy | IP21S |
| Wymiary | 575x230x435 mm |
| Waga | 26 kg |
| PARAMETRY TIG | |
| Zakres prądu spawania TIG DC | 3-200 A |
| Zakres prądu spawania TIG AC | 5-200 A |
| Sprawność TIG 60% | 200 A |
| Sprawność TIG 100% | 160 A |
| Przebieg kształtu fali | prostokątny, trapezowy, trójkątny, sinusoidalny |
| Regulacja częstotliwości prądu AC | 20-250 Hz |
| Balans prądu w trybie AC | 5%-95% |
| Gaz początkowy / końcowy tryb AC/DC | 0-10 / 0-25 s |
| Prąd początkowy / końcowy tryb DC | 3-200 / 3-200 A |
| Prąd początkowy / końcowy tryb AC | 5-200 A |
| Czas narastania / opadania tryb AC/DC | 0-10 s / 0-10 s |
| Podstawa pulsu AC/DC | 3-100% |
| Czas trwania pulsu AC/DC | 5%-95% |
| Częstotliwość prądu mieszanego Advanced AC | 0,1-10 Hz |
| Częstotliwość prądu pulsującego Standard DC | 0,1-500 Hz |
| Częstotliwość prądu pulsującego Standard AC Square (prostokątny) | 0,1-250 Hz |
| Częstotliwość prądu pulsującego Standard AC Soft Square, Triangular, Sine | 0,1-250 Hz |
| Funkcja zajarzenia łuku TIG | HF (jonizator) / LIFT |
| PARAMETRY MMA | |
| Napięcie biegu jałowego MMA / VRD MMA | 70 / 21 V |
| Zakres prądu spawania MMA DC+ / DC- | 10-160 A |
| Sprawność MMA 60% | 160 A |
| Sprawność MMA 100% | 130 A |
| ARC FORCE | 0-100% |
| HOT START TIME | 0-2 s |
| HOT START AMPS | 0-100% |
Przy wszystkich metodach TIG możliwe jest zastosowanie następujących trybów spawania:
* Poprzez układ LIFT-ARC (2T i 4T)
* Zajarzenie bezstykowe HF (2T i 4T)
* Pedałem zdalnego sterowania (2T i 4T)
* Tryb czterotaktu nie dotyczy funkcji TIG SPOT oraz TAC
KOMPLETNY ZESTAW ZAWIERA:
– spawarkę Welder Fantasy JET TIG II AC/DC 200-S IGBT,
– uchwyt spawalniczy PARKER SUREGRIP SGT26 FLEX TIG SRT 26-4m – z regulacją natężenia prądu spawania,
– uchwyt masowy 3m,
– uchwyt elektrodowy 3m,
– instrukcję obsługi w języku polskim i kartę gwarancyjną.
Urządzenie wyposażone jest we wtyczkę przemysłową 230V 32A.
 dowiedz się więcej
dowiedz się więcej 