






Spawanie stali nierdzewnej metodą TIG (141) to proces, w którym precyzja, wiedza i technika łączą się, tworząc złącza o najwyższej jakości i estetyce. W przeciwieństwie do stali węglowych, stale austenityczne, popularnie zwane „nierdzewnymi”, nie wybaczają błędów. Przegrzanie, zanieczyszczenie czy niewłaściwy materiał dodatkowy bezpowrotnie niszczą ich kluczową właściwość – wyjątkową odporność na korozję.
Ten artykuł to inżynierskie kompendium wiedzy, które demistyfikuje spawanie stali nierdzewnej TIG. Krok po kroku zostaną omówione krytyczne zmienne procesu: od zrozumienia specyfiki materiału, przez dobór materiałów eksploatacyjnych, aż po technikę i parametry zapewniające spoinę nie tylko mocną, ale i trwałą.
Zrozumienie Materiału: Dlaczego Stal Nierdzewna Wymaga Specjalnego Traktowania?
Aby skutecznie spawać stal nierdzewną, należy najpierw zrozumieć jej unikalne właściwości fizyczne, które odróżniają ją od stali czarnej.
Kluczowe Właściwości Stali Austenitycznych (np. 304, 316L)
Stale nierdzewne z grupy austenitycznych (np. najpopularniejsze 1.4301/AISI 304 oraz 1.4404/AISI 316L) charakteryzują się:
- Niską przewodnością cieplną: Ciepło wprowadzone przez łuk spawalniczy kumuluje się w obszarze spawania, zamiast rozpraszać się po materiale. Prowadzi to do znacznie większego ryzyka przegrzania, przepalenia (szczególnie w cienkich elementach) i powstania dużych odkształceń.
- Wysokim współczynnikiem rozszerzalności cieplnej: Podczas nagrzewania stal nierdzewna rozszerza się o około 50% bardziej niż stal węglowa. Skutkuje to powstawaniem silnych naprężeń spawalniczych, co objawia się widocznym paczeniem i deformacją elementów.
- Obecnością chromu (Cr): To właśnie chrom, tworząc na powierzchni stali cienką, niewidoczną warstwę tlenków, odpowiada za jej właściwości antykorozyjne. Niestety, w wysokiej temperaturze łuku spawalniczego chrom bardzo łatwo utlenia się, co prowadzi do zubożenia spoiny w ten pierwiastek i utraty jej nierdzewności.
Fenomen Warstwy Pasywnej
Odporność na korozję nie jest cechą samego stopu żelaza, chromu i niklu, ale efektem istnienia na jego powierzchni tzw. warstwy pasywnej. Jest to samoodnawiająca się, szczelna i niewidoczna powłoka tlenku chromu. Proces spawania, poprzez ekstremalnie wysoką temperaturę, niszczy tę naturalną barierę ochronną. Cała sztuka polega na tym, aby przeprowadzić proces w taki sposób, by po spawaniu i obróbce warstwa ta mogła się samoczynnie i prawidłowo odbudować.
Dobór Materiałów Dodatkowych – Fundament Trwałego Złącza
Wybór odpowiedniego drutu spawalniczego jest absolutnie krytyczny dla zachowania właściwości antykorozyjnych złącza.
Zasada „Lepsze jest wrogiem dobrego”: Dlaczego Materiał Dodatkowy Musi Być „Bogatszy”?
Podczas spawania, w łuku o temperaturze kilku tysięcy stopni Celsjusza, część pierwiastków stopowych ulega wypaleniu (utlenieniu). Aby skompensować ten ubytek, materiał dodatkowy (drut spawalniczy) musi posiadać nieco wyższą zawartość pierwiastków stopowych niż materiał rodzimy. Jest to tzw. skład chemiczny „nadstopowy” (ang. over-alloyed). Zapewnia to, że finalny skład chemiczny spoiny będzie co najmniej równy składowi chemicznemu spawanych blach.
Praktyczny Dobór Drutu Spawalniczego
Dobór drutu opiera się na prostej zasadzie dopasowania go do gatunku spawanej stali:
- Do spawania stali 304 (1.4301): Używa się drutu o oznaczeniu 308L. Litera „L” oznacza niską zawartość węgla (Low Carbon), co minimalizuje ryzyko wystąpienia korozji międzykrystalicznej – groźnego zjawiska osłabiającego strukturę metalu w strefie wpływu ciepła.
- Do spawania stali 316L (1.4404): Stosuje się drut 316L. Ten gatunek stali, wzbogacony o molibden (Mo), cechuje się podwyższoną odpornością na korozję wżerową (np. w kontakcie z chlorkami). Drut również musi zawierać molibden, aby spoina posiadała tę samą właściwość.
Wybór sprawdzonych materiałów, takich jak Druty TIG Böhler do stali nierdzewnej, gwarantuje powtarzalny skład chemiczny i doskonałe właściwości spawalnicze.
Czystość to podstawa: Przygotowanie drutu i materiału
Przed rozpoczęciem spawania, zarówno krawędzie spawanego materiału, jak i końcówka drutu spawalniczego muszą być bezwzględnie czyste. Należy je odtłuścić za pomocą dedykowanych środków lub acetonu technicznego. Co więcej, do obróbki (cięcia, szlifowania) i czyszczenia stali nierdzewnej należy używać narzędzi przeznaczonych wyłącznie do tego materiału. Kontakt ze szczotką drucianą używaną wcześniej do stali czarnej spowoduje zanieczyszczenie powierzchni żelazem i powstanie ognisk korozji.
Gaz Osłonowy: Niewidzialny Strażnik Odporności na Korozję
Rola gazu osłonowego w metodzie TIG jest nie do przecenienia. To on chroni roztopiony metal jeziorka spawalniczego, rozgrzany materiał i elektrodę wolframową przed niszczącym działaniem tlenu z atmosfery.
Dlaczego Tylko Czysty Argon (Ar 4.8 lub wyższy)?
Do spawania stali nierdzewnej metodą TIG stosuje się wyłącznie czysty argon, najlepiej o wysokiej klasie czystości 4.8 (99,998%) lub wyższej. Stosowanie mieszanek z dwutlenkiem węgla (CO2) lub tlenem (O2), typowych dla metody MAG, jest kategorycznym błędem. Aktywne gazy powodują gwałtowne utlenianie chromu i nawęglanie spoiny, co całkowicie niszczy jej właściwości antykorozyjne.
Formowanie Grani: Klucz do Pełnej Ochrony
Podczas spawania należy chronić nie tylko lico spoiny, ale również jej grań (przetop od strony wewnętrznej). Pozostawienie grani bez osłony gazowej skutkuje jej utlenieniem – staje się ona czarna, porowata i stanowi idealne miejsce do zapoczątkowania procesów korozyjnych. Proces ten nazywa się formowaniem grani (ang. purging) i polega na wtłoczeniu argonu od spodu złącza, aby również tam stworzyć ochronną atmosferę.
Technika i Parametry Spawania TIG (141) – Inżynierska Precyzja
Prawidłowa technika i ustawienie parametrów spawarki są decydujące dla kontroli nad energią liniową i minimalizacji negatywnych skutków cieplnych.
Prąd DC(-) i Ostrzenie Elektrody Wolfamowej
Stal nierdzewną spawamy prądem stałym z biegunowością ujemną na elektrodzie (DC-). Do najczęstszych zastosowań używa się elektrod wolframowych z dodatkiem toru (WT20 - czerwone) lub lantanu (WL15 - złote). Elektroda musi być precyzyjnie zaostrzona na kształt stożka o długości 2-2,5 razy większej niż jej średnica. Co istotne, ślady po szlifowaniu muszą biec wzdłużnie, od korpusu elektrody ku jej końcowi, co zapewnia stabilny i skupiony łuk.
Siła Pulsu: Kontrola nad Ciepłem i Jeziorkiem
Spawanie z pulsacją prądu to technika szczególnie polecana przy stalach nierdzewnych. Polega ona na cyklicznej zmianie wartości prądu spawania między prądem szczytowym a prądem bazowym. Pozwala to na:
- Znaczące zmniejszenie ilości wprowadzanego ciepła (energii liniowej), co ogranicza odkształcenia.
- Lepszą kontrolę nad jeziorkiem spawalniczym, co ułatwia formowanie równej i estetycznej spoiny.
- Łatwiejsze spawanie cienkich materiałów i pracę w pozycjach przymusowych.
Inwestycja w urządzenia wyposażone w tę funkcję, takie jak nowoczesne Spawarki TIG z funkcją pulsu, jest kluczowa dla osiągnięcia profesjonalnych rezultatów.
Technika Prowadzenia Palnika i Dodawania Drutu
Palnik TIG należy prowadzić, lekko go pchając (kąt ok. 15-20° od pionu), co zapewnia dobrą widoczność jeziorka i efektywną osłonę gazową. Łuk powinien być utrzymywany możliwie jak najkrótszy (1-2 mm). Drut dodaje się rytmicznie, „kropla po kropli”, do przedniej krawędzi jeziorka spawalniczego – nigdy nie należy zanurzać go bezpośrednio w łuku. Precyzja ruchów jest tu kluczowa, dlatego tak ważne jest dobre czucie palnika, które zapewniają specjalistyczne Rękawice spawalnicze Weldas TIG.
Ocena Wizualna i Obróbka Po Spawaniu
Wygląd spoiny wiele mówi o prawidłowości procesu.
Jak Powinna Wyglądać Prawidłowa Spoina?
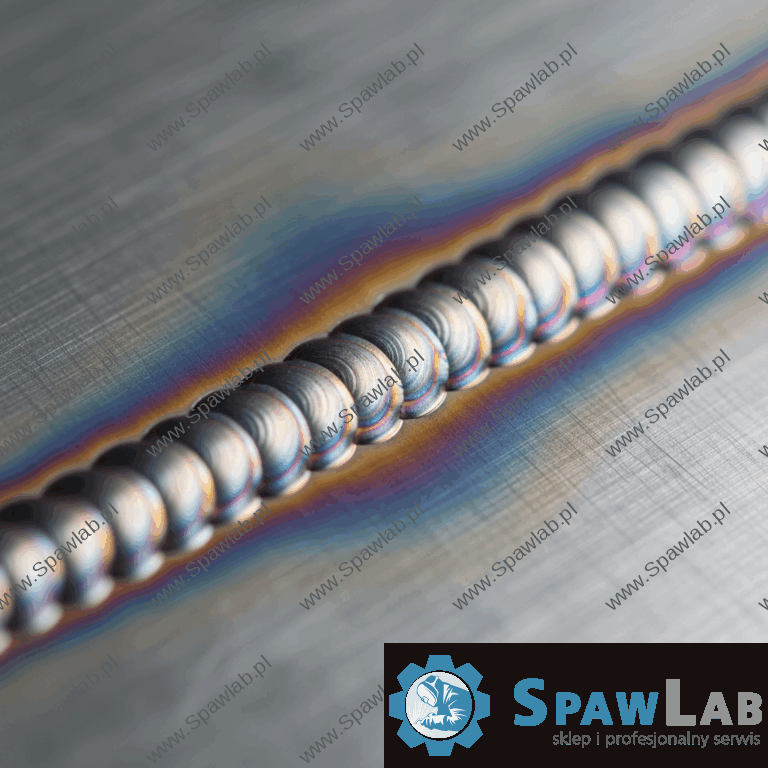
Po spawaniu na powierzchni prawidłowo wykonanej spoiny powinny pojawić się tzw. barwy nalotowe. Ich kolor jest wskaźnikiem temperatury, jaką osiągnął materiał:
- Kolor słomkowy, złoty do fioletowego: Prawidłowo. Oznacza niewielkie, powierzchowne utlenienie, które można łatwo usunąć.
- Kolor ciemnoniebieski, szary, czarny nalot: Błąd! Oznacza silne przegrzanie i głębokie utlenienie materiału. Taka spoina ma znacznie obniżoną odporność na korozję.
Wytrawianie i Pasywacja: Przywracanie Tarczy Antykorozyjnej
Ostatnim, często pomijanym, ale niezbędnym etapem jest obróbka chemiczna. Wytrawianie za pomocą specjalnych past lub żeli usuwa przebarwienia i tlenki powstałe w procesie spawania. Następnie, pasywacja przyspiesza i wspomaga odbudowę warstwy pasywnej. Tylko złącze poddane tym procesom odzyskuje pełną odporność na korozję.
Podsumowanie
Spawanie stali nierdzewnej metodą TIG to proces systemowy, gdzie każdy element ma fundamentalne znaczenie. Sukces opiera się na trzech filarach:
- Świadomy dobór materiałów: Użycie drutu o składzie „nadstopowym” i bezwzględna czystość.
- Precyzyjna kontrola ciepła: Zastosowanie techniki pulsacyjnej i unikanie przegrzewania.
- Perfekcyjna osłona gazowa: Stosowanie czystego argonu zarówno do osłony lica, jak i grani spoiny.
Opanowanie tych zasad, w połączeniu z wykorzystaniem wysokiej jakości materiałów spawalniczych i nowoczesnego sprzętu, jest gwarancją tworzenia złączy estetycznych, mocnych i, co najważniejsze, w pełni odpornych na korozję.
#SpawanieNierdzewki, #SpawanieTIG, #TIG141, #StalNierdzewna, #MetodaTIG, #InżynieriaSpawalnictwa, #BöhlerWelding, #Spawlab, #PoradnikSpawalniczy, #TechnikaSpawania, #SpawanieKwasówki, #Argon


