








Beschreibung
Böhler Q G 3 1,2 mm 15 kg
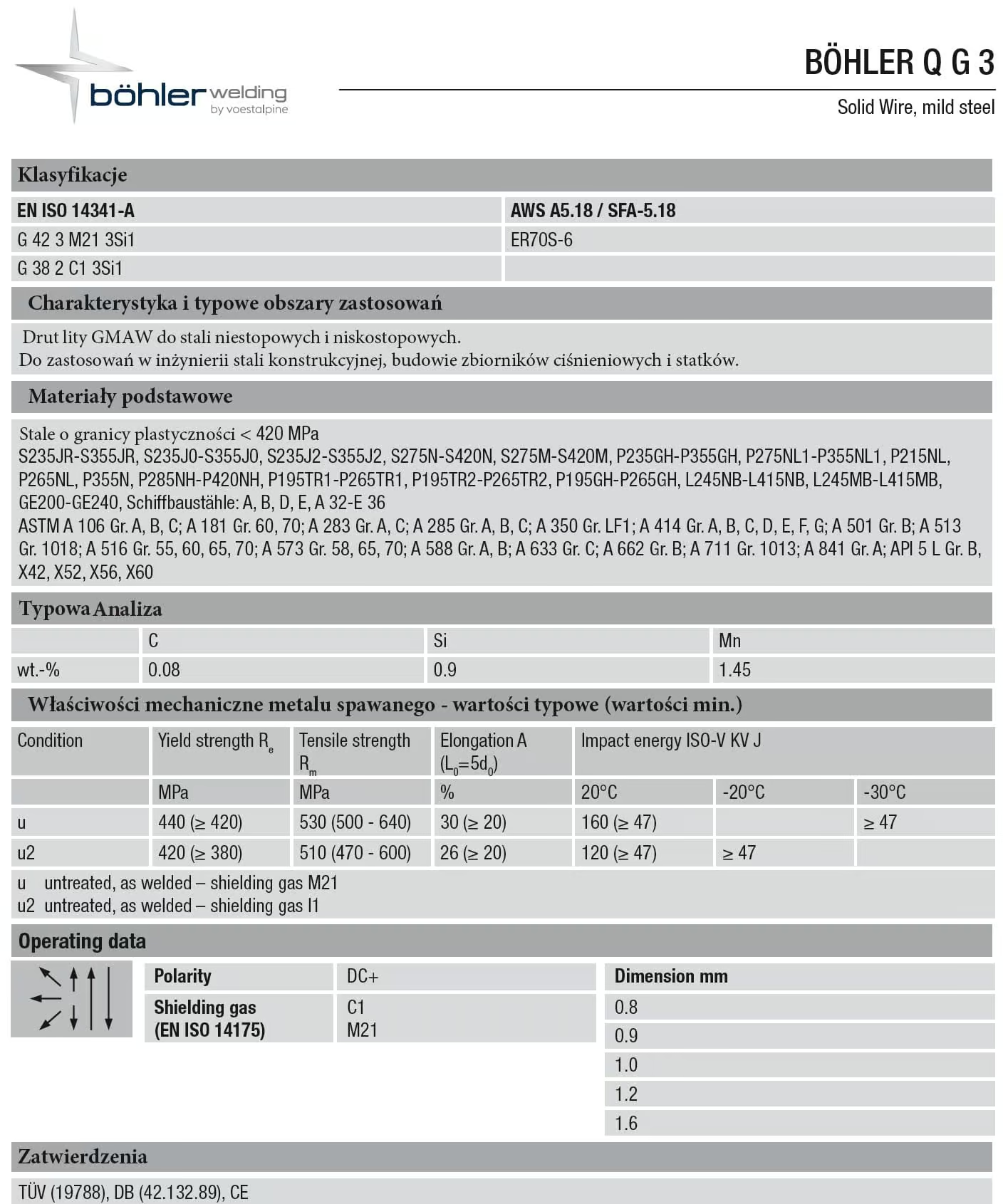
Böhler Q G 3 to zaawansowany lity drut spawalniczy klasy SG2 (G3Si1) o zwiększonej średnicy 1,2 mm, dedykowany do wydajnych procesów MIG/MAG. Większy przekrój rdzenia pozwala na aplikację znacznie wyższych parametrów prądowych w porównaniu do standardowego drutu 1,0 mm. Skutkuje to dużo głębszym wtopieniem oraz wyższą gęstością stopiwa, co jest kluczowe z punktu widzenia inżynierii materiałowej przy spawaniu wielościegowym grubych elementów ze stali niestopowych.
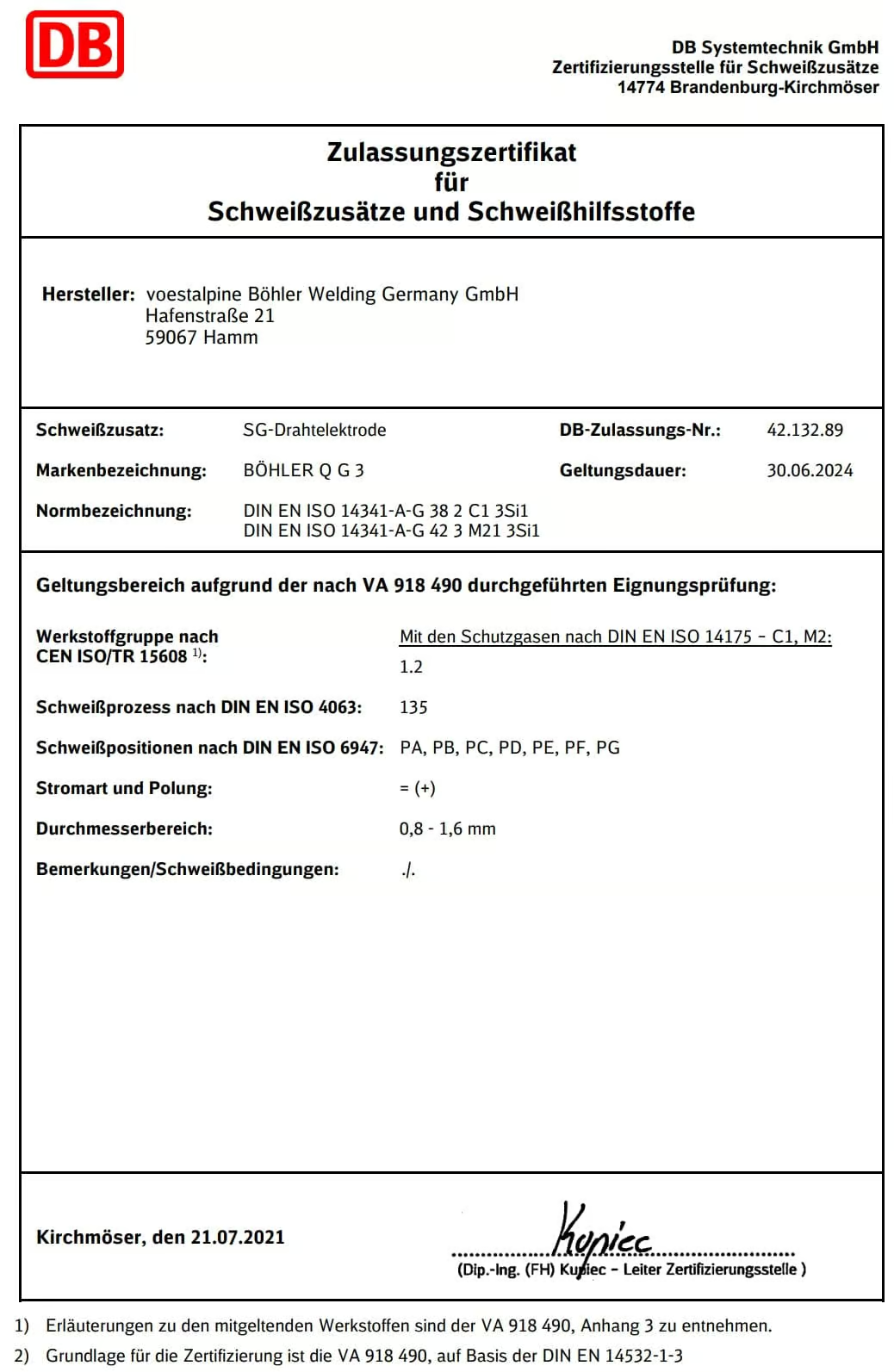
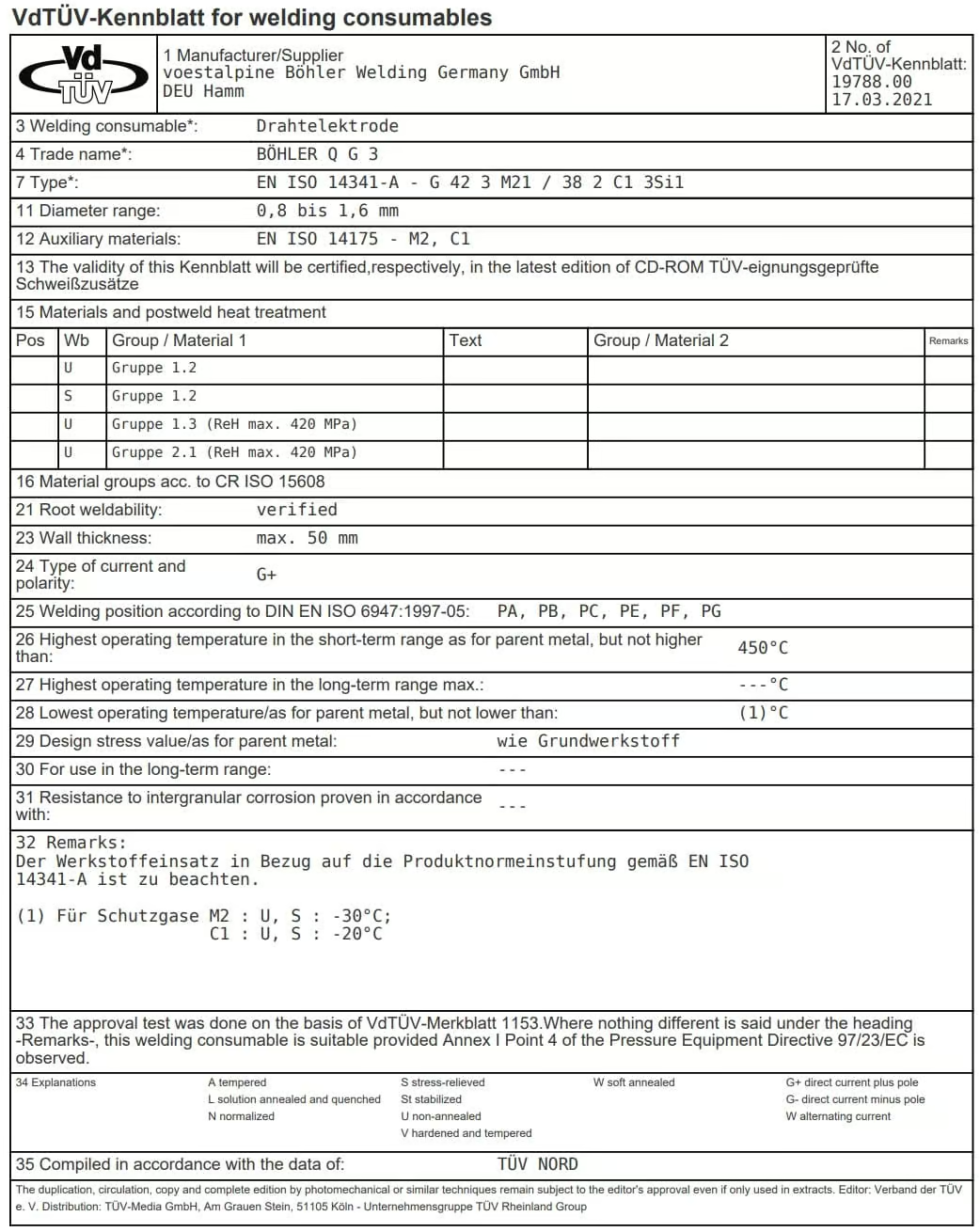
Nawój na znormalizowaną przemysłową szpulę 15 kg zapewnia doskonałe wprowadzanie spoiwa do podajników. Kompozycja manganu i krzemu gwarantuje najwyższą stabilność łuku, świetną zwilżalność brzegów oraz znaczącą redukcję nakładów na czyszczenie odprysków. Jako autoryzowany punkt dystrybucyjny, Spawlab zapewnia materiały posiadające nadrzędne atesty techniczne (w tym DB i TÜV Nord), spełniające rygorystyczne normy w produkcji nośnej.
Średnica spoiwa
Waga szpuli
Gatunek drutu
Proces spawania
Kiedy wybrać ten drut?
- Gdy proces wymaga pracy z podwyższonym natężeniem prądu w celu uzyskania głębokiej penetracji w spoinach pachwinowych i czołowych.
- W wytwórstwie ciężkich konstrukcji stalowych o grubościach ścianek przekraczających standardowe wymiary.
- W seryjnej budowie ciśnieniowych układów rurowych i hydrotechnicznych.
- W certyfikowanym przemyśle maszynowym i stoczniowym podlegającym dozorowi TÜV.
Dane techniczne
Analiza technologiczna
A) KINEMATYKA ŁUKU: Drut GMAW Böhler Q G 3
Klasyfikacja G3Si1 odpowiada za podwyższoną w stosunku do G2Si1 zawartość odtleniaczy (Mn i Si). Skutkuje to doskonałą lepkością ciekłego metalu, co stabilizuje proces bocznego formowania krawędzi spoiny i wycisza jarzenie łuku prądowego. Eliminuje to niemal całkowicie zjawisko wtrąceń i nadmiernych mikrozgorzelin.
B) MECHANIKA NAWOJU: Średnica 1,2 mm i szpula
Średnica rdzenia na poziomie 1,2 mm jest optymalna dla spawania elementów nośnych, podnosząc stopień osadzania materiału (depozytu) w jednostce czasu. Idealnie równe nawinięcie na szpuli 15 kg zmniejsza ryzyko zapętlenia się materiału w rolkach napędowych i układzie uchwytu spawalniczego.
C1) REAKCJA MATERIAŁOWA: Czystość stali węglowych
Formuła drutu Q G 3 chroni złącze przed degradacją wynikającą ze śladowych zanieczyszczeń rdzą czy zgorzeliną hutniczą na powierzchni przygotowywanych elementów. Produkt nadaje się wybitnie do spawania w mieszankach gazów M21 oraz w 100% dwutlenku węgla, zachowując plastyczność i wytrzymałość złącza.
C2) HOMOLOGACJA: Klasa ER70S-6 pod nadzorem DB
Spoiwa o przekroju 1,2 mm niosą ogromne obciążenia strukturalne. Dlatego zachowanie ścisłej kontroli partii przez normy AWS (ER70S-6) oraz europejskie EN ISO, poparte testami i badaniami przez TÜV Nord, stanowi dla inżyniera spawalnika gwarancję, że materiał sprosta wymogom projektowym w strefach kluczowych.
Zastosowania pofabryczne
- Wykonawstwo elementów infrastrukturalnych, takich jak mosty stalowe i estakady.
- Spawanie grubszych profili i arkuszy blach w konstrukcjach naczep i taboru kolejowego.
- Wielościegowe łączenie węzłów przy stawianiu hal produkcyjnych i przemysłowych.
- Konstruowanie certyfikowanych rurociągów przesyłowych z rur czarnych.
Pytania i odpowiedzi
Wersja 1,2 mm pozwala aplikować większy amperaż, co owocuje szybszym postępem spawania i głębszym wtopieniem przy łączeniu grubszych blach i masywnych ceowników czy dwuteowników.
Tak, pod warunkiem że urządzenie posiada odpowiednio silny zespół napędowy (optymalnie podajnik 4-rolkowy, w zależności od długości uchwytu) oraz układ chłodzenia pozwalający na pracę z wyższym prądem.
Bezpieczeństwo połączeń gwarantują dopuszczenia TÜV Nord, DB Systemtechnik GmbH oraz oznaczenie znakiem CE.
Materiał doskonale zachowuje parametry metalurgiczne zarówno w mieszankach argonowych (np. M21), jak i w aktywnym chemicznie 100% dwutlenku węgla (C1).
Konsultacje technologiczne
Dobór średnicy spoiwa bezpośrednio wpływa na penetrację i bezpieczeństwo węzła spawalniczego. W razie wątpliwości zasięgnij rzetelnej inżynierskiej opinii naszego działu technicznego.




