







![MAGNETYCZNY UCHWYT SPAWALNICZY - STRZAŁKA [UDŹWIG 22KG]](https://spawlab.pl/wp-content/smush-avif/2021/10/1-4-300x300.jpg.avif)













Opis
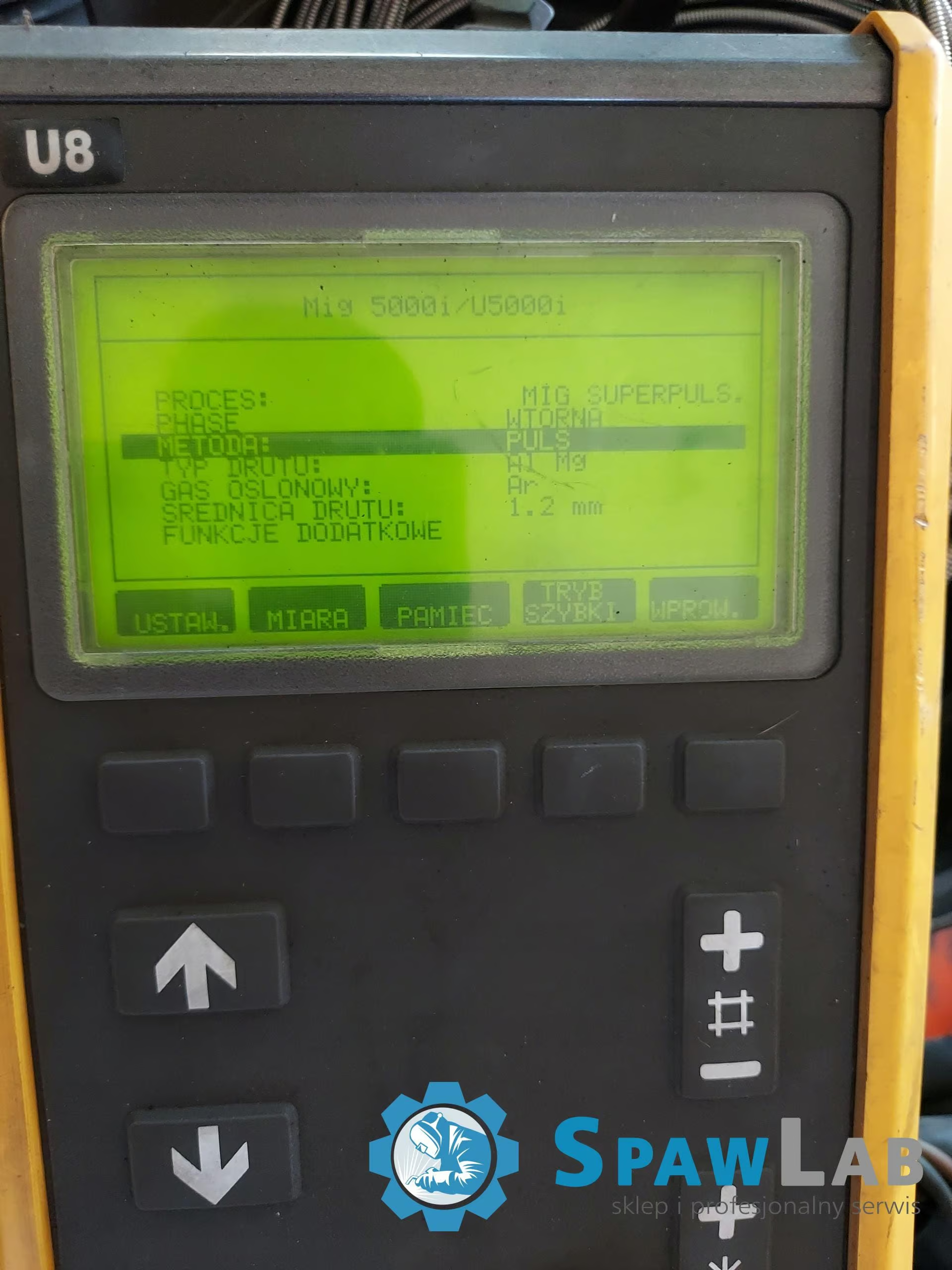
ESAB AristoRob 500 U8₂ – Robotyczny System Inwerterowy 500A – SuperPulse
🚀 STATUS PROCESOWY: Egzemplarz po pełnym audycie inżynieryjnym IWE.
Jako Spawlab – autoryzowany dostawca technologii marek Migatronic, Böhler, GYS, Telwin, Megmeet oraz OPTREL – oferujemy sprzęt klasy High-End, który przeszedł rygorystyczną ścieżkę weryfikacji inżynierskiej. Nasze centrum serwisowe to nie tylko magazyn 500+ maszyn, to przede wszystkim laboratorium spawalnicze, gdzie każdy **ESAB AristoRob** jest testowany pod kątem liniowości parametrów i stabilności komunikacji cyfrowej. Kupując ten system, otrzymujesz technologię przygotowaną do integracji robotycznej lub najbardziej wymagających zadań ręcznych, gdzie błąd operatora jest eliminowany przez inteligencję procesora U8₂.
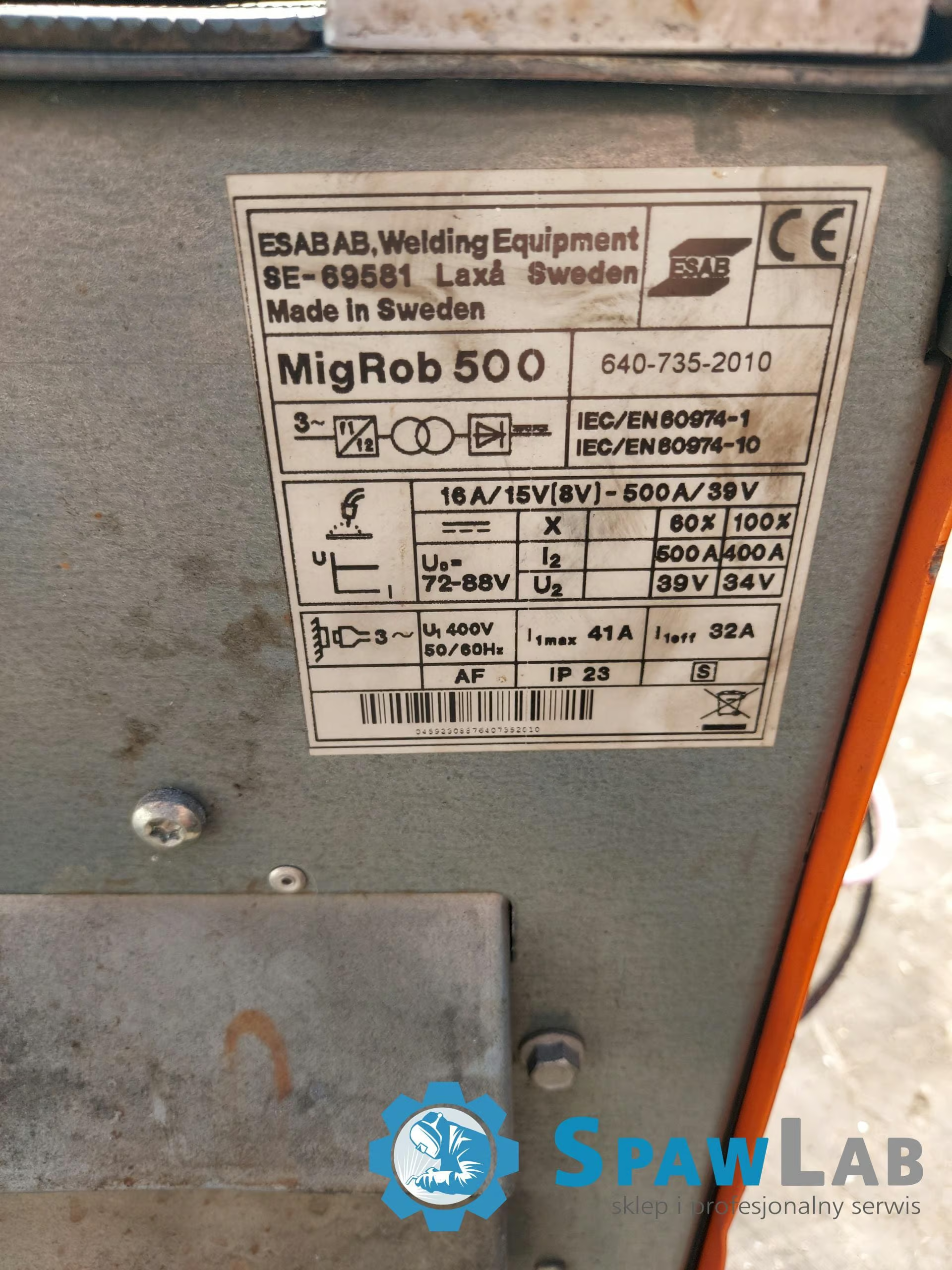
SPECYFIKACJA TECHNICZNA (PROTOKÓŁ IWE)
| Parametr Techniczny | Wartość Nominalna (ESAB Standards) |
|---|---|
| Prąd spawania (cykl 60%) | 500 A |
| Prąd spawania (cykl 100%) | 400 A |
| Zakres natężenia prądu | 16 - 500 A |
| Zasilanie / Bezpiecznik | 400 V, 3-fazy / 35 A |
| Komunikacja cyfrowa | CAN-bus (U8₂ / Anybus) |
| Klasa ochrony / Izolacji | IP 23 / S |
Architektura Inwerterowa Aristo®
System AristoRob 500 opiera się na zaawansowanym inwerterze nowej generacji, gdzie blok mocy został zaprojektowany do pracy z ekstremalnie wysokimi częstotliwościami kluczowania. Zastosowanie technologii modulacji szerokości impulsu (PWM) w połączeniu z procesorem U8₂ pozwala na uzyskanie dynamiki łuku nieosiągalnej dla standardowych źródeł transformatorowych. Konstrukcja maszyny przewiduje pełną separację galwaniczną układów sterowania, co jest kluczowe w integracjach robotycznych, gdzie zakłócenia elektromagnetyczne (EMI) mogłyby wpływać na pracę sterownika robota. Wytrzymała obudowa IP23 i zoptymalizowany system chłodzenia cieczą (Cool 2) gwarantują, że nawet przy 500A w cyklu 60%, komponenty mocy pracują w bezpiecznym zakresie temperatur, co drastycznie wydłuża MTBF (Mean Time Between Failures) urządzenia.
ANALIZA TECHNOLOGICZNA IWE – FIZYKA PROCESU
1. SuperPulse™ – Inteligentna Hybryda Cieplna
W tradycyjnym spawaniu pulsacyjnym operator często staje przed dylematem: głębokie wtopienie czy niska ilość wprowadzanego ciepła. Problem ten narasta przy stopach aluminium serii 6xxx, gdzie zbyt duża energia liniowa prowadzi do pęknięć gorących i drastycznego spadku twardości w SWC. Rozwiązaniem ESAB jest technologia SuperPulse™, która pozwala na nałożenie na siebie dwóch różnych procesów w jednym cyklu (np. puls + puls o innej częstotliwości lub puls + łuk zwarciowy). Fizyka tego zjawiska polega na precyzyjnym sterowaniu bezwładnością jeziorka spawalniczego – faza o wyższej energii zapewnia wtopienie, podczas gdy faza chłodniejsza pozwala na zakrzepnięcie metalu i kontrolę lica. Dzięki temu inżynier może zaprogramować „pulsowanie pulsu”, co w efekcie daje spoinę o estetyce TIG i doskonałej strukturze metalurgicznej przy prędkościach typowych dla automatów. System ten pozwala na redukcję odkształceń spawalniczych o 20-30%, co w konstrukcjach cienkościennych eliminuje konieczność prostowania płomieniowego. SuperPulse™ to szczytowe osiągnięcie w dziedzinie sterowania transferem metalu w łuku, dające pełną władzę nad profilem wtopienia.
2. QSet™ – Sztuczna Inteligencja w Obszarze Łuku Krótkiego
Ustawienie optymalnych parametrów łuku zwarciowego (Short Arc) wymaga od spawacza wieloletniego doświadczenia w interpretacji dźwięku i dynamiki kropli. Problem pojawia się, gdy zmienia się gaz osłonowy, długość przewodów lub stopień utlenienia drutu – parametry przestają być optymalne, pojawiają się odpryski. Technologia QSet™ rozwiązuje ten problem poprzez ciągłą analizę częstotliwości zwarć w czasie rzeczywistym. Fizyka procesu opiera się na automatycznym doborze indukcyjności i napięcia tak, aby każde przejście kropli metalu było powtarzalne i generowało minimalną energię rozbryzgu. Procesor U8₂ monitoruje łuk przez kilkanaście sekund, „uczy się” go i koryguje charakterystykę prądową w milisekundach. Pozwala to na uzyskanie stabilnego procesu nawet przy zastosowaniu tańszych mieszanek gazowych lub drutów o gorszej jakości powierzchni. Dla zakładu oznacza to uproszczenie instrukcji technologicznych WPS – operator ustawia jedynie prędkość podawania drutu, a resztę dynamiki przejmuje algorytm AI.
3. TrueArcVoltage™ – Gwarancja Wtopienia przy Długich Przewodach
W aplikacjach robotycznych i dużych halach produkcyjnych, źródło prądu często dzieli od uchwytu kilkanaście metrów przewodów, co generuje spadek napięcia zgodny z prawem Ohma. Powoduje to, że napięcie ustawione na panelu nie jest tożsame z napięciem na samym łuku, co skutkuje brakiem przetopu i wadami złącza. TrueArcVoltage™ to zaawansowany system kompensacji, który mierzy napięcie bezpośrednio na końcówce prądowej, przesyłając informację zwrotną do procesora źródła. Fizycznie system eliminuje wpływ rezystancji kabli spawalniczych na stabilność łuku, co jest kluczowe przy spawaniu impulsowym, gdzie każdy wolt ma znaczenie dla dynamiki kropli. Dzięki temu inżynier IWE może zagwarantować powtarzalność wtopienia niezależnie od tego, czy spawamy przy samym źródle, czy na wysięgniku o długości 15 metrów. Jest to absolutny fundament jakości w przemyśle motoryzacyjnym i energetycznym, gdzie parametry zapisane w systemie muszą być identyczne z rzeczywistością w miejscu spawania.
4. SCT (Short Circuit Termination) – Fizyka Bezkulkowego Końca Drutu
Typowym problemem przy zrobotyzowanym spawaniu jest tworzenie się dużej kropli (kulki) na końcu drutu po wygaszeniu łuku, co uniemożliwia precyzyjne ponowne zajarzenie. SCT to technologia, która w ułamku sekundy przed zatrzymaniem podajnika, wykonuje serię mikrozwarć, które odrywają kroplę metalu siłami napięcia powierzchniowego. Fizyka tego zjawiska polega na precyzyjnym wyhamowaniu drutu przy jednoczesnym podaniu impulsu prądowego, który „zaostrza” końcówkę drutu. Dzięki SCT każde kolejne zajarzenie łuku odbywa się natychmiastowo i bez odprysków, co w cyklach zrobotyzowanych o dużej liczbie spoin krótkich oszczędza cenne sekundy i chroni końcówki prądowe. Eliminuje to również zjawisko przyklejania się drutu do jeziorka, co jest zmorą w automatyzacji procesów spawalniczych. To rozwiązanie techniczne bezpośrednio wpływa na wydajność całego gniazda robotycznego, redukując przestoje związane z czyszczeniem uchwytu.
5. Zaawansowane Zarządzanie Jobami w Panelu U8₂
W produkcji wielkoseryjnej utrzymanie dyscypliny technologicznej jest niemożliwe bez blokady parametrów i ich precyzyjnego przywoływania. Kontroler U8₂ to komputer przemysłowy, który pozwala na zapisanie do 255 linii synergetycznych (Jobs) z pełnym opisem technologicznym. Fizyka zarządzania bazą danych polega na tym, że każdy Job zawiera nie tylko prąd i napięcie, ale całą mapę dynamiki łuku, od czasów narastania po parametry wypełniania krateru. Umożliwia to tworzenie złożonych sekwencji spawalniczych, gdzie robot przełącza się między różnymi programami w trakcie jednego cyklu, optymalizując wtopienie w zależności od geometrii złącza. Panel posiada również funkcję zapisu danych na nośnikach zewnętrznych, co jest wymagane w systemach zapewnienia jakości ISO 3834. Dzięki U8₂, inżynier ma pełną kontrolę nad oknem technologicznym, co eliminuje samowolne i błędne zmiany nastaw przez operatorów.
FAQ I WSPARCIE TECHNICZNE
Q: Czy system AristoRob 500 może pracować jako standardowa spawarka ręczna?
A: Tak, pomimo robotycznego rodowodu, z panelem U8₂ maszyna stanowi najpotężniejsze narzędzie do spawania ręcznego, oferując pełną synergię i funkcję SuperPulse dostępną z poziomu operatora.
Q: Jakie protokoły komunikacyjne obsługuje to źródło w integracji z robotem?
A: Dzięki modułom Anybus, urządzenie komunikuje się poprzez Profinet, DeviceNet, Ethernet/IP oraz standardowe złącza I/O, co pozwala na współpracę z robotami ABB, Fanuc, KUKA czy Yaskawa.
Q: Czy urządzenie posiada funkcję zapisu parametrów spawania (Data Logging)?
A: Tak, panel U8₂ umożliwia eksport parametrów rzeczywistych do celów audytowych, co jest niezbędne w branży offshore i energetyce jądrowej.
Uwaga Inżynierska: Egzemplarz przeszedł pełną weryfikację bloku mocy i układów sterowania. Nie jest to sprzęt z niepewnego źródła, lecz jednostka przygotowana do pracy procesowej. Rekomendujemy stosowanie chłodziwa o niskiej przewodności dla ochrony bloku mocy Cool 2.


