












Opis
SpawLab to największy w Polsce dystrybutor i serwis spawalniczy posiadający w ofercie ponad 500 sprawdzonych urządzeń.
Fronius TransPuls Synergic 4000 (TPS 4000)
Fronius TransPuls Synergic 4000 to w pełni cyfrowe, zasilane trójfazowo (3x400V) inwerterowe źródło prądu, zaprojektowane do zaawansowanych procesów MIG/MAG, w tym spawania łukiem pulsującym oraz synergicznym. Generując maksymalnie 400 amperów prądu spawalniczego, maszyna oferuje stabilną i powtarzalną pracę dzięki wbudowanemu procesorowi sygnałowemu (DSP). Odpowiada on za ciągłe monitorowanie zwarć i precyzyjne dawkowanie energii topnienia, co gwarantuje wyjątkową kontrolę nad zachowaniem jeziorka.
Konstrukcja systemu TPS 4000 opiera się na separacji źródła prądu od napędu drutu (najczęściej współpracując z zewnętrznymi podajnikami takimi jak VR 4000 lub dedykowanymi jednostkami zrobotyzowanymi VR 1500). Towarzyszący system chłodzenia cieczą (moduł FK 4000) zapewnia nieprzerwany odbiór ciepła, pozwalając na pracę w wysokich cyklach, niezbędnych przy liniach produkcyjnych. Urządzenie w standardzie obsługuje ponadto procesy TIG DC z zajarzeniem stykowym oraz tradycyjne spawanie elektrodą otuloną (MMA).
Dla kogo jest ten sprzęt?
Przemysł ciężki
Gniazda zrobotyzowane
Konstrukcje stalowe
Sektor Automotive
Gniazda zrobotyzowane
Konstrukcje stalowe
Sektor Automotive
Specyfikacja techniczna (DTR)
| Napięcie zasilania | 3 x 400 V |
| Zakres prądu spawania | 3 - 400 A |
| Prąd przy 50% cyklu pracy | 400 A |
| Prąd przy 60% cyklu pracy | 365 A |
| Prąd przy 100% cyklu pracy | 280 A |
| Napięcie biegu jałowego | ok. 70 V |
| Chłodzenie | Cieczą (np. FK 4000) |
| Stopień ochrony | IP 23 |
| Waga (źródło) | ok. 35.6 kg |
| Wymiary (dł. x szer. x wys.) | ok. 625 x 290 x 475 mm |
Zaawansowana analiza technologii i funkcji
A) Budowa, osprzęt i chłodzenie
Architektura inwerterowa z cyfrowym sterowaniem (DSP)
Sterowanie w urządzeniu bazuje na zaawansowanym procesorze sygnałowym (DSP). Układ ten w czasie rzeczywistym monitoruje parametry napięciowe i prądowe, na bieżąco korygując charakterystykę generowanego łuku. Przekłada się to na bardzo stabilne jarzenie i błyskawiczną reakcję na wszelkie zakłócenia występujące w strefie spawania. Konstrukcja inwerterowa optymalizuje jednocześnie straty mocy w porównaniu do tradycyjnych, miedzianych źródeł transformatorowych. Sprzęt ten przeznaczony jest do intensywnych prac w przemyśle ciężkim, gdzie wymagana jest perfekcyjna powtarzalność złączy. Należy jednak pamiętać, że gęsto upakowana elektronika wymaga w ciężkich halach produkcyjnych okresowego przedmuchiwania celem usunięcia zapylenia.
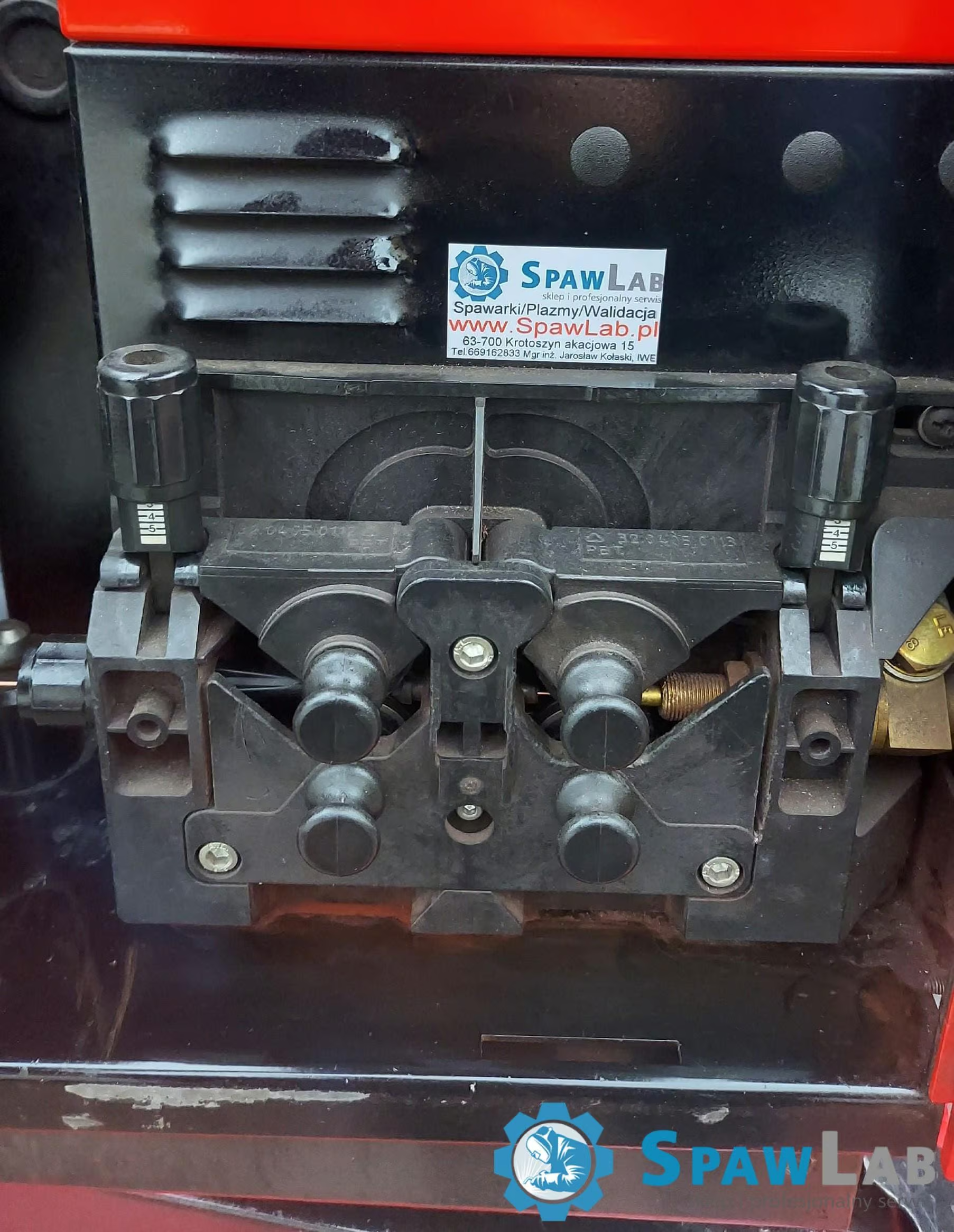
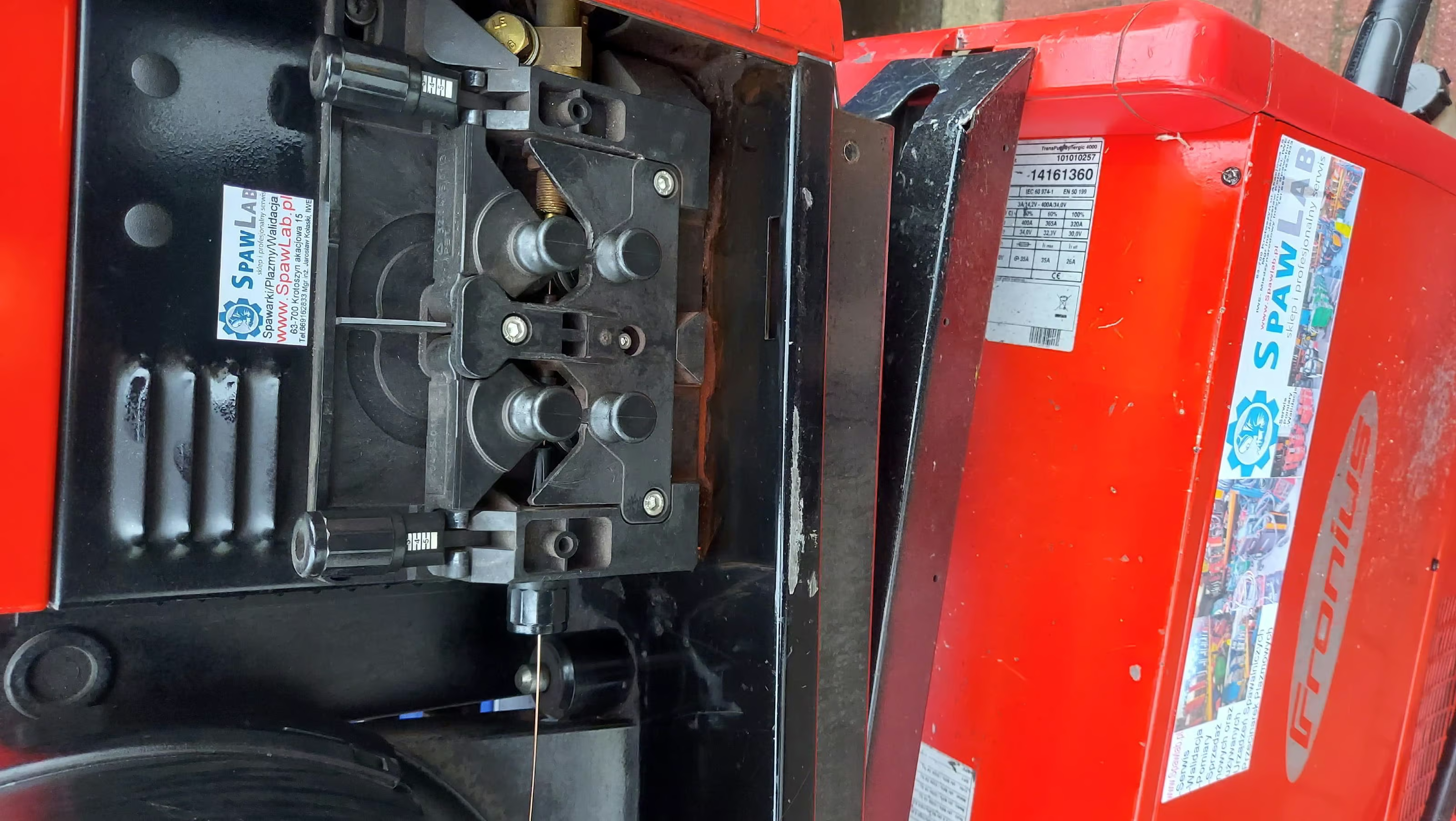
Współpraca z modułowymi podajnikami drutu (np. VR 4000)
Źródło prądu współpracuje wyłącznie z oddzielnymi podajnikami drutu, takimi jak ręczny VR 4000 lub zrobotyzowany VR 1500. Zastosowany napęd oparto na 4-rolkowym mechanizmie docisku, wyposażonym w bezszczotkowy silnik korygujący posuw niezależnie od obciążenia pancerza uchwytu. Separacja głównego transformatora od napędu pozwala na zwiększenie zasięgu i ergonomii operatora na stanowiskach wielkogabarytowych. Gwarantuje to stałą i płynną dostawę drutu, co z kolei redukuje potencjalne wady w spoinach wywołane szarpaniem miękkich stopów (np. aluminium). Taka konfiguracja ułatwia pracę przy konstrukcjach przestrzennych, jednak wymaga dokupienia i konserwacji dodatkowych pakietów przewodów pośrednich.
Zintegrowany układ chłodzenia cieczą (moduł FK 4000)
Podstawę operacji wysokoprądowych stanowi dedykowany moduł chłodzenia cieczą FK 4000. Układ ten zapewnia stałą, wymuszoną cyrkulację chłodziwa w palniku spawalniczym pod ciśnieniem roboczym, odbierając skumulowany nadmiar ciepła z jego szyjki. Skuteczne chłodzenie uchwytu jest technicznie niezbędne podczas długotrwałego spawania natężeniami zbliżającymi się do 400 amperów, chroniąc dysze prądowe przed przedwczesnym zużyciem. Znajduje to ciągłe zastosowanie w stoczniach i hutach metali, gdzie wymagane są długie cykle obciążeniowe. Bezawaryjne działanie systemu zmusza serwisantów do okresowej weryfikacji filtrów, poziomu oryginalnego płynu chłodniczego i braku wycieków na złączkach.
B) Panel, sterowanie i automatyka
Interfejs i tryby zrobotyzowanego spawania (Robot Interface)
Maszyna zintegrowana jest z protokołami automatyzacji, posiadając specjalny, programowalny tryb 2-taktowy dedykowany dla robotów przemysłowych. Komunikacja między źródłem spawania a manipulatorem odbywa się poprzez zewnętrzne moduły cyfrowe, pozwalając na precyzyjną wymianę danych o zajarzeniu, napięciu czy ewentualnych awariach. Gwarantuje to perfekcyjną synchronizację, dzięki czemu robot może dostosować posuw swojego ramienia do realnych warunków złącza i sygnałów ze spawarki. Architektura ta doskonale wpisuje się w wymagania producentów części samochodowych, stawiających na nieprzerwane i powtarzalne linie montażowe. Ograniczeniem dla mniejszych warsztatów jest przymus instalacji specjalistycznych przewodów komunikacyjnych i kart dostosowanych do danego modelu robota.
Pamięć parametrów spawania (Job Mode)
Funkcja zapisywania Job Mode służy do długotrwałego kodowania sprawdzonych punktów pracy prosto do pamięci wewnętrznej inwertera. Użytkownik ma możliwość zgrupowania i zapisu kompletnego zbioru nastaw (dynamika, napięcie, woltyzyna) przypisując je pod konkretny bank numeryczny. Rozwiązanie to drastycznie ogranicza przestoje w produkcji wywołane żmudnym procesem kalibracji urządzenia przy częstych zmianach spawanego elementu. Umożliwia standaryzację jakości wewnątrz zakładu, co blokuje samowolne eksperymentowanie poszczególnych techników. Stworzenie bazy programów wymaga jednak wcześniejszego opracowania poprawnych kart technologicznych WPS, które muszą zostać przeniesione do cyfrowej pamięci źródła.
Funkcja monitorowania przerwania łuku (Arc Break Watchdog)
Bezpieczeństwo procesu jest nieustannie weryfikowane przez dedykowany algorytm śledzący (Watchdog) czuwający nad ciągłością prądu w obwodzie łuku. W momencie nagłego, nieplanowanego zgaśnięcia plazmy (np. w przypadku natrafienia na duże wtrącenie niemetaliczne) algorytm w milisekundach wyłącza prąd docelowy podawany na styk palnika. Zapobiega to swobodnemu zsuwaniu się wylotu drutu bez wtapiania go w złącze, co nierzadko kończy się defektami wizualnymi lub zaplątaniem mechanizmu. W stanowiskach zmechanizowanych blokada natychmiast pauzuje wózek jezdny, eliminując straty na materiale podkładowym. Sporadycznym ograniczeniem tej opcji jest ryzyko fałszywych alarmów przy spawaniu elementów z powłoką antykorozyjną o zmiennej grubości, gdzie zwarcia mogą trwać dłużej.
Zabezpieczenie Ignition Time-Out
Inteligentne zabezpieczenie Ignition Time-Out to mechanizm prewencyjnie kończący cykl rozruchu, jeśli fizyczny styk drutu z masą nie nastąpi w zaprogramowanym oknie czasowym od aktywacji spustu. Uniemożliwia to niekontrolowany wypływ cennego drutu z lancy w przypadku zawieszenia maszyny, braku podłączonego przewodu masy czy błędu ludzkiego operatora. Skutkiem aktywacji blokady jest automatyczne odcięcie zasilania podajnika oraz przerwanie tłoczenia gazu osłonowego w celu jego oszczędzania. System wspiera zachowanie porządku w strefie montażowej, chroniąc pracowników przed przypadkowym wysuwem twardego drutu rdzeniowego. Jedynym warunkiem skutecznej i bezproblemowej obsługi jest utrzymanie rygorystycznego czyszczenia miejsca klemy masowej.
C) Funkcje spawalnicze i procesy specjalne
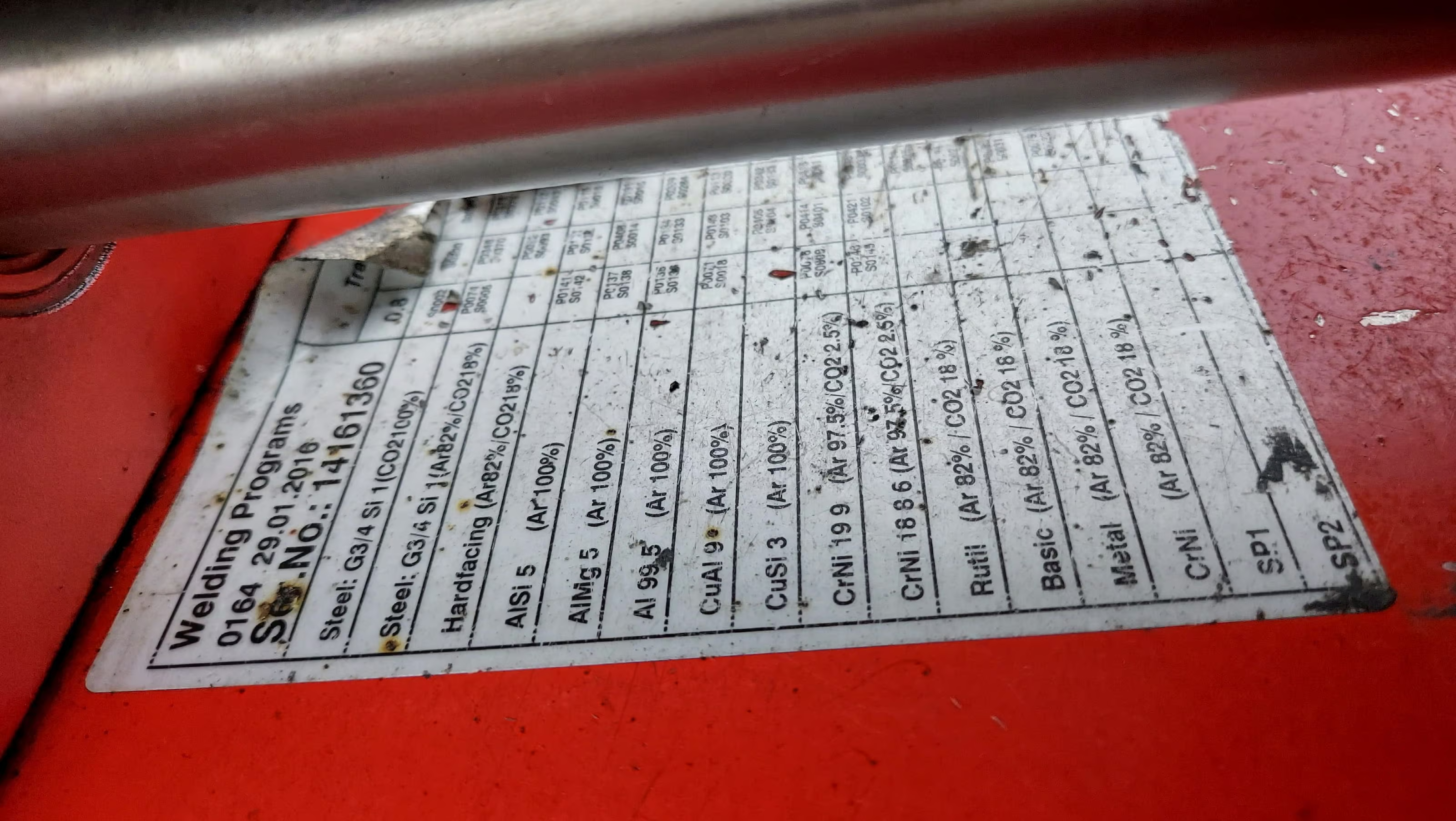
Proces MIG/MAG z liniami synergicznymi i pulsem
Seria TransPuls w całości bazuje na obsłudze zaprogramowanych krzywych synergicznych, gdzie wybór odpowiedniego drutu, gazu i pożądanego prądu zmusza jednostkę roboczą do skalkulowania reszty kluczowych parametrów. Kluczowym zastosowaniem synergii w tym modelu jest spawanie procesem pulsującym (Pulse). W tym trybie cyfrowe paczki prądu oddzielają od topniejącego drutu precyzyjne krople cieczy, wprowadzając je w jeziorko bez kontaktu mechanicznego z podłożem. Przekłada się to na znikomą ilość wyprysków bocznych i zdecydowanie mniejszą energię liniową wprowadzaną w stal nierdzewną lub blachy ocynkowane. Choć stabilizuje penetrację, sam pulsujący transfer charakteryzuje się bardziej słyszalnym, emitowanym przez łuk dźwiękiem o podwyższonej częstotliwości.
Bezodpryskowe zajarzenie łuku (Spatter-Free Ignition)
Proces bezodpryskowego zajarzania precyzyjnie operuje prądem bazowym i dynamiką posuwu drutu na ułamki sekund przed pełnym rozbłyskiem łuku. Zamiast natychmiastowego uderzenia szczytowym natężeniem w materiał, lita katoda styka się z elementem przy zredukowanym napięciu, po czym urządzenie łagodnie odrywa łuk inicjujący. Dzięki zaprogramowanej elektronice wyeliminowano zjawisko brutalnej, eksplozywnej fali zwarciowej, rozsiewającej dziesiątki gorących odłamków stali w obrębie dyszy gazowej. Powierzchnie wyjściowe detalu stają się czystsze, co usuwa pozycję szlifowania przygotowawczego z budżetu post-produkcji. Metoda ta wymaga jednak odpowiedniego i niezaburzonego styku masy blachy roboczej do prawidłowego zainicjowania pomiaru reaktancji.
Proces TIG DC z funkcją TIG Comfort Stop
Aparat spawalniczy rozszerza swój zasób aplikacji o pełnowartościowe spawanie prądem stałym w otulinie obojętnej, z zainicjowaniem plazmy poprzez zetknięcie materiału. Zaimplementowano w nim ułatwiającą operowanie opcję TIG Comfort Stop, wykrywającą dyskretny ruch odsunięcia palnika przez spawacza, co natychmiast włącza procedurę wygaszania z jednoczesnym utrzymywaniem pożądanego opadania (Slope-Down). Automatycznie gasnący krater minimalizuje rykoszety cieplne oraz eliminuje pustki pojawiające się przy mechanicznym odrywaniu igły. Przydaje się to w doraźnych naprawach i rurociągach wymagających wysokiego poślizgu penetracji, lecz z uwagi na zajarzenie poprzez potarcie (Lift), odpada aplikacja przy systemach ściśle rygorystycznych w tolerowaniu wtrąceń wolframowych.
Spawanie MMA z algorytmami HotStart i Anti-Stick
Konstrukcję przystosowano do obróbki otulinowej (SMAW), doposażając oprogramowanie falownika w mikrofunkcje podwyższające efektywność topienia klasycznych elektrod. HotStart aplikuje bezpieczny, wyższy skok napięcia podczas potarcia elektrody po blasze, znacznie ułatwiając przełamanie chłodnej topieli i wzbudzenie emisji z grubszych rdzeni. Równolegle pracujący moduł Anti-Stick kontroluje czas przyklejenia końcówki – jeśli wykryje niemożliwość oderwania w warstwie jeziorka, błyskawicznie zbija natężenie zabezpieczając elektrodę przed zwęgleniem. Jest to nieocenione przy trudnym montażu stoczniowym na krawędziach, gdzie dostęp ze zwykłym palnikiem drucianym staje się niemożliwy. Parametry te jednak nie łatają niedociągnięć rzemiosła i dalej wymuszają od wilgotnych elektrod zasadowych właściwego przedsuszenia.
Zintegrowane spawanie punktowe (Spot Welding)
Spawarka udostępnia dedykowany timer odmierzający ułamek milisekundy dla jednorazowego, skupionego uderzenia promienia w łączony detal. W trybie punktowym ułatwiono nakładanie równych przerw – operator definiuje w sterowniku przedział czasu twardego zwarcia, a maszyna deaktywuje cykl bez względu na naciśnięty dalej przycisk uchwytu. Standaryzuje to ilość oddanego ciepła, sprawiając, że każdy kropelkowy zaczep na obwodzie profilu zachowuje zbliżone parametry wytrzymałościowe i rozmiar kropki. Jest to proces silnie wykorzystywany podczas sczepiania gabarytowych matryc i delikatnej okładziny przed rozpoczęciem właściwego nakładania wzdłużnego spoiny. Aby skutecznie działał, technologia zmusza jednak technika do starannego, stałego docisku gazowego pomiędzy czołem dyszy a płaszczyzną części blaszanej.
Zastosowania (Aplikacje B2B)
- Zautomatyzowane linie spawalnicze w branży motoryzacyjnej (Automotive).
- Ciężkie konstrukcje nośne na dźwigarach stalowych.
- Formowanie wielkopojemnościowych zbiorników hydrostatycznych i masztów.
- Regeneracja części sprzętu górniczego z użyciem grubych drutów stopowych.
- Przemysł okrętowy i spawanie przestrzenne na dokach.
- Spawanie pulsujące aluminiowych profili wagonów w taborze kolejowym.
- Przetwórstwo metali nieżelaznych oraz kwasoodpornych podzespołów HVAC.
FAQ (pytania techniczne)
Czy Fronius TPS 4000 obsługuje przemysłowe interfejsy dla robota (np. DeviceNet/ProfiNet)?
Tak, inwerter wspiera komunikację z nadrzędnymi sterownikami po doposażeniu w fabryczne karty sieciowe zintegrowane w magistrali układu, umożliwiając m.in. pełną wymianę parametrów dla dedykowanego trybu 2-taktowego robota.
W jaki sposób operowany jest TIG w urządzeniu przeznaczonym głównej mierze do MIG/MAG?
Po przesterowaniu procesora i podłączeniu dedykowanego uchwytu gazowego ze złączem powrotnym, zajarzenie realizowane jest poprzez fizyczny kontakt elektrody wolframowej z podłożem (Lift-TIG), po czym prąd stabilizuje inteligentny opad TIG Comfort Stop po uniesieniu palnika.
Dlaczego warto wybrać SpawLab?
- SpawLab to specjalistyczny dystrybutor i serwis spawalniczy weryfikujący pod kątem inżynieryjnym wszystkie pozycje produktowe.
- Dostępność na magazynie – posiadamy w ofercie ponad 500 sprawdzonych urządzeń przygotowanych od razu do wysyłki.
- Prowadzimy prężną sprzedaż zagraniczną, zabezpieczając procesy celne w logistyce na cały świat.
- Oferujemy bezwarunkowe, bieżące wsparcie techniczne dla zakładów integracyjnych przy uruchamianiu nowych gniazd zrobotyzowanych.
- Zapewniamy rozbudowaną ochronę serwisową sprzętu poleasingowego.


